ARIAN 6和VEGA-C项目—P120C 固体火箭发动机喷管
摘要
2014年11月,在欧洲航天部长级理事会中确认将开展 P120固体火箭发动机(SRM)项目。该项目的目标是为下一代欧洲可扩展运载火箭,即,Arian 6和Vega-C,提供新一代低成本SRM。ESA项目由Arian集团和Avio集团旗下子公司—欧洲推进公司承担。欧洲推进公司受Launcher Design Primes委托进行P120C SRM设计,并在母公司Avio和Arian公司的技术支持下,负责对P120C SRM和所有分部件的研发和生产。Ariane 6和VEGA-C制定了雄心勃勃的续生成本目标,以满足市场需求。由于之前的P80演示项目,使得成本有效技术、工艺和材料具备资质并迅速成熟起来。P120C喷管设计具有设计和制造简便的特性,其生产过程更为高效。这些工作为第一台喷管研发模型的生产做好了准备,预计将于2018年初在法属圭亚那的CSG试验场进行第一次点火试验。
1 简介
本文综述了P120CP喷管的最终设计、材料、工艺,以及必须首先满足续生和一次性成本目标的新的精益生产线项目。面临的第二个挑战是每年生产35台喷管,这在欧洲各国的航天活动中至今是无法实现的。因此,制造周期时间是制约项目研究的关键因素。
本文将介绍几个技术成熟度的例子,采用缩比样机部件来降低研发风险,从而进行全尺寸生产。
这些研究工作为第一个喷管研发模型DM的生产制造做好了准备。一旦完成固体火箭发动机(SRM)总装,预计于2018年初在位于法属圭亚那的CSG试验场进行第一次点火试验。整个生产研发活动都在欧洲推进公司的SRM设计授权下进行,阿里安公司SRM供货商负责P120喷管的研发和质量认证。
2 P120喷管设计
2.1 P120主要特征
21世纪以来,P80 SRM低成本技术演证机是P80 SRM所有主要部件(尤其是喷管)的研发方案和技术内容的重要基线。如今,P120C SRM也是从该研发阶段中获取了大量有用经验,将创造一个新的世界纪录,建造世界上最大的整体式发动机。
P120C的设计非常复杂,因为它需要满足两种系统需求:其一是两种构型的阿里安6发射器:阿里安62(2个侧向SRM)和阿里安64(4个侧向SRM);其二是只有一个核心第一级的织女-C。根据这种操作规程,提供的推力曲线很难找到满足由系统下降或由SRM设计人员提升的所有约束条件。最终找到的工作点汇总如表1所示。
表1 P120C SRM的主要名义工作特征
|
推进剂家族 |
HTPB基 |
|
总质量 |
142t |
|
结构系数 |
# 8% |
|
P最大 |
9.3 MPa |
|
燃烧时间 |
135 s |
|
Øext |
3.4 m |
|
最大推力(真空) |
4200 kN |
2.2 P120 C 喷管的主要特征
经过这些年的努力,在阿里安6 ESA运载器的研究A阶段完成了SRM和喷管的初步研究,对喷管的初步设计是从2013年开始完善。最终,P120 C的喷管尺寸几乎完全接近P80的尺寸。表2所示为其主要特征。
表2. P120 C喷管的主要技术特征
|
总高度 |
3.0m |
|
潜入高度 |
1.1m |
|
出口段直径 |
2.2m |
|
喉部直径 |
577mm |
|
面积比 配合直径 |
14.7 1.7m |
|
总质量 |
2700kg |
|
最大转向角 |
7° |
2.3 P120 喷管的基准设计
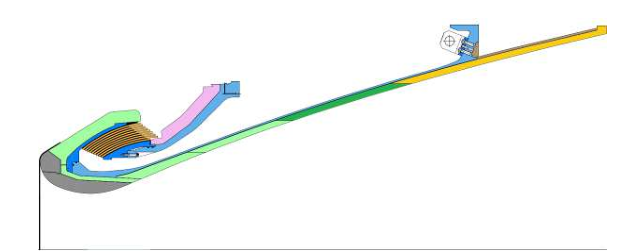
P120 C喷管构型的基准给出了P80喷管的总体结构,除了柔性密封热防护,它是通过增强片加长实现的。文献中对P80喷管进行了详细的试后分析展示了其试验成功的结果,证明这种简化的设计可以应用于P120 C的喷管。随着P120 C喷管这些良好的结果,将P120 C的设计向前推进了一步,使零部件减少。这种简化的目的是去掉一个柔性密封热防护罩,以降低续生成本。这种喷管的总体设计是很经典的,带有一个潜入结构和一个下游枢轴点铰接件(图1)。
此外,对成本设计(DTC)进行了深入和彻底的分析,建立了规范、设计和定义的改进,主要是限制关键特征数并尽可能增大验收公差。
主要的喷管特征包括:
- 采用一种新型的橡胶绝缘材料作为固定壳体,可能够直接铺设在金属壳上,无需加工和粘接工序。
- 使用一种新的碳-酚醛预浸料,以满足接下来的REACH规范并改进绝缘特性(使用TC2纤维织物)。
- 柔性密封热保护设计简单,只采用了自保护的玻璃-环氧复合材料增强片,柔性密封罩可以拆卸。
- 低扭矩柔性密封件可降低TVC的功率要求。
- 单件出口锥绝热层由酚醛材料制成,包括碳和二氧化硅。绝热层选用新的2D碳-酚醛材料粘胶基预制体,主要是对烧蚀率和热通量地区的要求高。为了降低成本,在要求较低的区域(出口锥下游区域)使用更传统的硅酚醛材料。
- 碳-碳复合材料部件采用Naxeco 增强,直接碳层针刺,通过直接耦合工序进行浸渍。
2.4 P120C喷管材料和工艺原理
在过去和现在,P80C喷管设计和第一次批生产,以及A5-MPS喷管的设计(周期更长但具有一个完全不同的设计)提供了一些令人非常感兴趣的经验教训。P120C喷管的设计使其设计和生产流程更简单、更精简。换句话说,一种基于“设计,让其变得更简单”的全新理念就是我们的设计目标。此外,特别注意产品的合格范围,尽可能扩大产品的合格范围,以避免无用的不合格和豁免。
下面主要介绍了每一个主要喷管部件的设计和生产原理,也介绍了第一个喷管样件DM。
2.4.1低扭矩自保护柔性密封件
P80喷管柔性密封件是新一代设计的大型柔性密封件的开创者,它的主要创新点如下:
- 一种专用的低剪切模量橡胶配方的特性为TVAS提供了低转向扭矩,可以使用电机作动器(EMA)和蓄电池单元。
- 由于玻璃环氧增强片加长,燃烧室热气体具有热自保温功能,可用作烧蚀隔热罩,以
保护功能性柔性层压区域。
推力矢量驱动系统(TVAS)是一个复杂的机电系统技术领域,在级和系统运行阶段上都会产生巨大的成本。寻求一个低扭矩的柔性密封件,对于喷管来说,并不是一个有价值的成本降低目标;但这在SRM和发射器操作层面对TVAS来说则非常重要。事实上,如果柔性密封扭矩反应达到了预计目标水平,那么使用电机作动器(EMA)将成为降低发射器整体成本的有效方案。对于P80 SRM,要求较低的驱动扭矩和发射器GNC的要求可以满足电气系统的要求。
具有轴对称力学性能的增强片的制造一直是很有难度。因此,一直以来,增强片都是手工铺设的,这对于极力追求成本和生产效率的阿里安6项目来说是根本不可能的。对于P120C增强片,阿里安团队决定选择一种新型的自动化工艺,包括铺放和堆叠多轴干玻璃丝束层。一旦预制件成型,环氧树脂传模(RTM)工艺将会得到最终的复合材料部件。柔性密封增强片说明了今年生产的第一个全尺寸增强片的可行性,可改进预制件和树脂成型工艺。
对于柔性密封热保护,柔性密封罩的可拆卸是一个很大的挑战,快速跟踪开发计划,没有设计循环的可能性,要求有降低风险的具体措施。因此,2015年决定开始验证这种符合P120C要求的简化的绝热层的可行性: DEMO EAR项目是在CNES DLA的部分支持下启动的。为2016年9月的点火试验,设计并制造了一个具有这种喷管的专用SRM演示项目。该测试的目的是,第一步改进并验证将要进行仿真的模型,第二步用于P120C的设计论证。该点火试验还附加了其他次要目标,为此设计和制造了一个适当的缩比喷管。按照计划,SRM于2016年9月21日在法国波尔多附近的DGA Essais de导弹试验场进行了试射(图2)。SRM工作参数与预期的一致。柔性密封增强片的主要目标在2016年秋季进行了全面检查。发现过度侵蚀与预测一致,从而证实了预测计算模型用于P120C论证事项的有效性。从2017年开始,欧洲推进公司—-P120C的设计权威,接受了阿里安公司的技术主张,拆卸了柔性密封罩。

柔性密封工艺的研发和验证是一项非常艰难的工作,需要来自所有阿里安团队及其母公司相关部门的专业支持。根据P80喷管设计中的得到的经验教训,自2015年年初已经进行了橡胶成型工艺的广泛模拟分析以及模型的初始设计
从热映射到橡胶CFD传递模拟,直到增强片之间,2016年中期的模具细节设计汇合是几个月全面协同工程分析的综合。这种复杂且周期长的工装于2017年中期交付,以便开始2017年10月末的首次工艺成型试验及首个DM SFT柔性密封件。
2.4.2 C/C部件:喉部和头锥
对于P80和MPS-A5喷管,P120C喷管要求有碳-碳复合材料(C/C)喉部和头锥。这类材料所具有的高热力学性能和腐蚀性特性允许:
- 设计一个细长的单件喉部,可简化喷管组装;
- 在技术规范内保持喉部烧蚀,以满足要求的SRM弹道性能。
直接由碳纤维织物针刺的碳预制件通过特定的“直接耦合”气相沉积渗碳(CD-CVI)工艺进行渗碳,该工艺减少了致密化操作时间并限制了密度随着厚度的变化。随着生产周期的延长,加热炉的利用率逐渐提高。为了说明第一次研究的结果,渗碳批次由一组喉部或头锥部组成,这些部件在CD-CVI型炉中一起进行渗碳
由于欧洲航天局2015年初对制造长周期项目进行了早期许可,第一个喉部和头锥工具及首批部件,现在都可用于详细表征喉部和头锥试样以及DM试样用途。
这些C/C部件不需要面对强大的材料演变。演变仅限于处理适当计划的报废和由于成很原因引起的简化工艺。开发阶段旨在尽可能地使工艺流程化,以便在较宽泛的合格范围内获得价格合理的零件。CD-CVI工艺受到特别关注,其中所产生的材料密度是续生成本的关键驱动因素。
2.4.3碳/酚醛绝热层
由于P80喷管的反馈和技术经济协定,P120C喷管的酚醛部件(三种不同部件)的研发和工业化主要关注下面三个主题:
- 由于报废和REACH准则,对新的酚醛树脂预浸材料的资质鉴定;
- 基本技术基础的熟成,将在现有和未来的新型自动绕线机上进行操作;
- 开发新的大型单件出口锥绝热层。
自2014年开始进行新型预浸料的研发。碳纤维酚醛预浸料的补强仍以TC2标准织物的人造丝碳纤维为基础。2016年秋季,首批预浸料从标称生产线上生产出来,开始了零部件制造的可行性研究。在生产第一批用于点火试验的零件之前,制作了具有代表性的试样和缩比零件,以确定材料的性能和可靠性。
第二步的目的是为全速率生产做准备,这需要一种大型自动化缠绕机来应对P120C喷管对续生成本的需求。在指定要求之前,目前正在进行初步试验,以确定几个技术难题,如加热和连续检测,以确定关键的缠绕参数,为新设备的闭环监测做好准备。
一旦原材料和生产技术基础工艺都有效,最后一个步骤是生产点火试验所需的部件,尤其是高2.6米,直径2.3米的大型单件出口锥绝热层,这是阿里安团队Le Haillan工厂至今生产出来的最大部件。
此外,由于ARTA6静态点火试验,新型炭布预浸料的初始结果是有效的,有助于P120C喷管的设计和生产。
目前,已经生产了符合批生产和DM部件的标称预浸料坯,后者等待其组装。
2.4.4 金属部件
金属部件和喷管承力背件,集成了两个主要方面:
- 选择新的REACH兼容表面保护处理工艺,旨在通过简化端到端的操作流程来降低制造续生成本,并符合未来几十年的法规;
- 在可能的情况下,选择业界提供的可负担得起的技术。
针对最后一项议题,一个具有挑战性的新工艺是出口壳体作为铝合金板流动成形的评估,可能对大规模生产非常有前途。第一个缩比可行性和力学表征都取得了很好的结果。
添加剂技术是折衷分析的一部分,但尺寸、重量和机械性能都非常高,以至于该技术对于此类应用而言并不具有成本效益。
与此同时,为了应对第一次研发和SFT计划所需的资质,使用已经经过验证的技术和工业合作伙伴订购了第一批部件。这个决定可降低风险。例如,已用于A5-MPS和VEGA-P80喷管项目的铸铝技术,被选择用于早期的第一个出口锥形外壳毛坯,第一个可行性非常好,经研究决定其对DM SFT的影响
2.5 喷管总装生产线
全面运营能力(FOC)的高制造率极大地促进了新的制造方式的建立,使其更接近航空领域的工作,在这些领域中,选择全自动化的工艺是最有效的方式。因此,进行了一种端到端的价值流映射方法,以消除零件和最终产品的非附加值,以及根据相关时间所给出的制造速度。尽可能地围绕产品进行自动化操作,工业方案的指导原则就是没有产品的处理和转移所带来的非附加值。
2015年,为了满足Ariane 6发射装置的需求,阿里安团队决定研究一条完整生产线尽可能地降低成本。从初步研究开始,给出了主要指导方针,这是一种更加适应现有基地的适应性方案,更重要的是,选择了非续生预算限制:
- 将新生产线限制在自动化操作的高利润总装车间;
- 在专门的厂房利用上游制造基地和本土化方法,其专业性和特别方法的应用已经成为可能,在需要的时候可以进行调整和改进。
这种制造布局至少有两个主要好处:
- 在部件总装生产线中放置类似的缓冲区域,其中所有部件和子组件都在上游收集;
- 使用A5-MPS和VEGA-P80来简化过渡阶段。
够进行初始操作能力(IOC)的喷管总装生产线的图示,该生产线位于阿丽亚娜集团勒海蓝大厦内现有的联合蒙太奇图耶尔大楼(UMT) 过道中。两条生产线将分别使用至2023年。
“间隔时间”为6天,是所有制造工位的生产节奏,在相关情况下,通过机器人的帮助实现自动操作。将使用三个机器人,其中两个大容量的机器人。
- 一个用于表面准备操作的普通机器人;
- 一个用于粘接操作的大加载容量机器人(出口锥粘接需要);
- 一个用于总装操作的高重量机器人(稳定壳体加上柔性密封的分组件的需要)
FAL目前正在建设中, 2017年秋季将第一次用于QM1喷管样品制造。DM样品将使用更简单的经典支架进行组装,这些支架将在批生产期间作为非常规操作(异常处理、仪器仪表等)得到进一步使用。 计划于2017年第4季度开始进行DM喷管组装操作。
3 P120C喷管研发
P120C的成功开发,仅基于CSG(圭亚那空间中心)的三次点火试验。它于2014年秋季启动,于2015年中期进行SRM PDR,2015年12月进行1号喷管。为了在阿里安6发射器起飞期间提供的额外性能,从2016年开始,确定了一个新的SRM设计回路,用于改善P120C总推力脉冲。对于喷管,仅记录了对喉部直径的一些轻微影响。2016年6月至8月期间,成功通过了SRM子组件级别的补充PDR,更新了技术参数,从而开始了C阶段的全面启动。
由于SRM的研发计划是非常宏大,为了应对时间要求高的发射器,没有设计回路是可能的,强化了以成功为导向的设计方向。因此,喷管的主要里程碑如下:
表3. 已经过的(a)和计划中的(b)里程碑(季度)
|
PDR 步骤1 |
12/2015 (a) |
|
PDR 步骤2 |
08/2016 (a) |
|
DM喷管交付 |
Q1/2018 (b) |
|
DM点火试验台 |
Q2/2018 (b) |
|
CDR |
Q3/2018 (b) |
|
QM1 喷管交付 |
Q3/2018 (b) |
|
QM1点火试验台 |
Q4/2018 (b) |
|
GQR (VEGA-C) |
Q1/2019 (b) |
|
QM2 喷管交付 |
Q2/2019 (b) |
|
QM2点火试验台 |
Q2/2019 (b) |
|
Delta GOR (阿里安6) |
Q4/2019 (b) |
在产品开发,生产方式和制造流程的同时,全速率方案应尽早在2018年解决。实际上,在2023年将达到每年35项的全部速率,主要响应阿里安6的发射预测。 升级阶段将于2021年器动,这意味着整个生产工具将在2020年获得资格,与阿里安6-2首航同一时间。
对非续生成本的严格限制迫使现有的阿里安5生产厂房和生产方式在很大程度上得到了恢复。因此,预计过渡阶段是阿里安5号操作缓降和阿里安6号操作上升之间的复杂操作。由于专用的P120C喷管总装车间将上述两个制造流程分开,因此挑战似乎是可以解决的。一旦阿丽亚娜5号的运行在2021年减少,留下运行时间和车间,阿丽亚娜6号的生产方式将会因此受益,并将恢复可用的安装,因为他们都是或经过调整的。在极端情况下,如有很正当的理由,才可能进行厂房和车间的扩建。
4 结论
由于近十年来P80喷管低成本技术的发展取得了丰硕的成果,目前P120C喷管已成为其主要的设计成果。宏大的续生成本目标再次将设计和制造限制推向新的领域,传统的航天工业标准将向新的典范转变。本文的分析结果是部分可拆除,即柔性密封罩,但是通过全面设计的成本方法,还有很多别的改进。详细的定义和制造工艺的简化都是降低总成本的基本方法。
与此同时,制造业也面临着提高效率的挑战。摆脱所有的非附加值操作,精益生产方案,是遵循的主要发展方向。为了使之成为可能,制造业需要自动专用生产线。这是因为P120C所需的全部操作能力是在2023年达到35 台SRM,这在SRM制造领域是前所未有的。